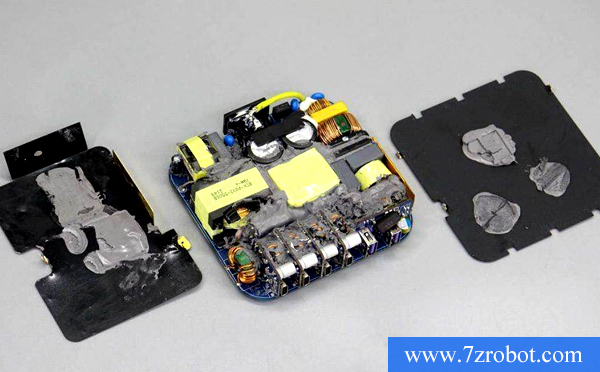
点胶机的精度取决于众多的因素,当产品的误差或治具的误差比点胶的精度还大时,每次交换产品时就会明显影响点胶效果。由于目前大多数的点胶方式是接触式点胶,点胶针尖上的胶点要接触产品表面才能完成点胶,因此,产品和治具的误差会严重影响针尖上胶点和产品表面接触的高度,从而也会严重影响点胶效果。
那么要想解决这些问题,首先需要提高产品的尺寸精度,改善治具的设计方式,利用一些柔性方法来尽量缩小误差,如弹簧橡胶压紧之类。另外,目前非接触式点胶方式及计算机视觉定位技术已经逐渐成熟,因此也可以采用非接触式喷射点胶方式和计算机视觉定位技术来适应产品和治具的尺寸误差。由于非接触式喷射点胶是在距离产品表面一定高度上喷射胶水到产品上,从而可以适应产品在高度上的轻微误差,计算机视觉定位技术可以根据每个产品的几何特征进行编程自动定位,也可以适应产品尺寸上的轻微误差。

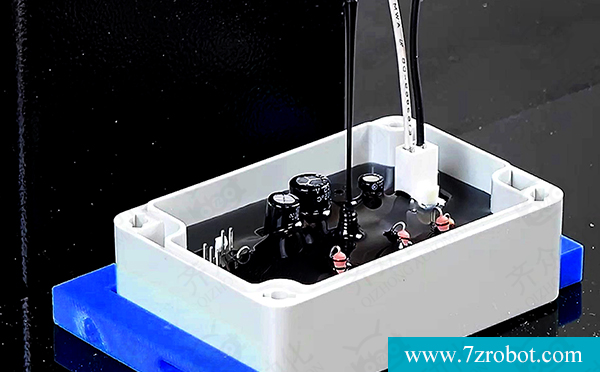
另外,使用点胶机可大大提高生产效率和减小产品的报废,节省胶水,最终达到提高经济效益的目的。但有些工厂和企业在使用时不懂点胶的原理,或在购买时没有要求厂商对点胶机的使用做一些必要的上岗培训,致使点胶出现以下的常见问题:A拉丝或漏胶;B点胶大小不均;C胶水不沾;D胶水的强度不理想;E胶点有气泡等,因此在购买或使用点胶机时首先要考虑以下的问题:
1、胶水的成分。通常使用的胶水有:环氧树脂胶,UV胶,硅胶,厌氧胶,瞬干胶(502)等,如果是AB双组分的胶水还要考虑它的比例。
2、胶水的粘度即流动性。胶水的流动性越差它就越粘稠即粘度越高。
3、点胶使用压力大小。压力的大小决定供胶量和胶水流出速度,胶水的流动性越差它就越粘稠,它需要的压力越大,应根据胶水性质、工作环境温度及点胶量的大小来选择压力,有些胶水环境温度高会使胶水粘度变小、流动性变好,这时需调低压力值;反之,要增大压力(通过调压阀来调节)。
4、针头大小和种类。针头的大小会影响点胶的大小和精度,当气压一定时,针头口径越大,出胶量就越大,应根据产品大小来选取点胶针头。
5、点胶量的大小。点胶量的大小主要是由点胶持续时间长短来决定的,时间越长,点胶量就越大。
6、真空回吸阀。真空回吸功能是防止胶水在不点胶时还在滴漏,合理地调节真空回吸阀可以控制滴漏现象。
7、固化温度曲线。对于胶水的固化,一般生产厂家已给出温度曲线,大都在常温下就可以固化。
8、气泡。胶水不能有气泡,气泡会造成很多产品的不良。因此在使用中要排出胶水的空气,防止出现出胶不连续,断断续续的现象。
标签:点胶机厂家
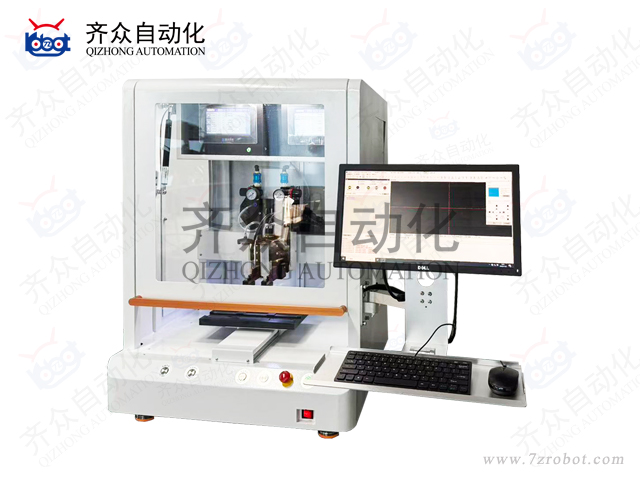
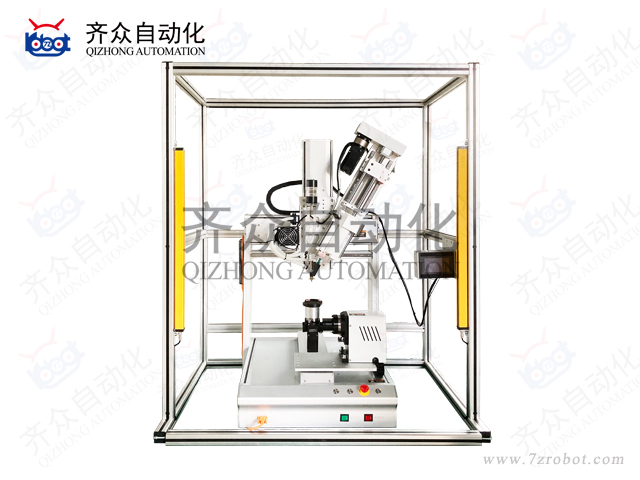
齐众点胶机 / Dispensing Robot
- 我们每一次的进步都离不开您的支持与信任 -