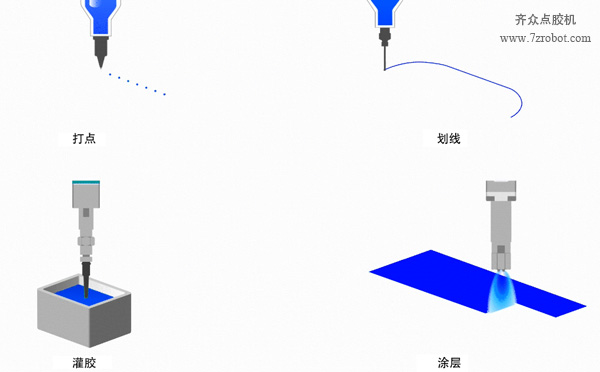
全自动视觉定位点胶机作为一种自动化设备,因其工作效率高、操作简单、可替代目前用工荒的特点,在很多工厂得到广泛应用,那么有哪些因素影响自动可视位置点胶机的点胶过程呢?
1、点胶的时间越长,上胶的量就会越大,反之就会越小。对于非定量的要求,胶点直径的大小为产品直径的一半,这样可以保证有足够的胶来粘接各部件,避免胶的浪费。
2、胶水的粘度,粘度越高,流动性越差,分配器所需的调节压力就越大。
3、如果胶泡较多,需先用真空泵抽真空处理,再用点胶机点胶,以保证点胶产品的质量。
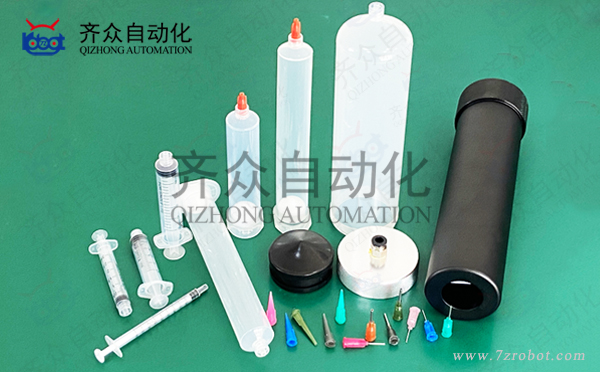
4、根据点胶工艺要求和胶的性质来合理选择,是选择点胶阀还是针筒或其他控胶系统搭配,如果要求比较高,胶比较稀,点胶阀的选择要比针筒好,阀的回吸效果好,可以保证不漏胶,对于比较粘的胶,点胶阀收胶效果要比针筒好,可以解决拉丝现象。对于胶水粘度适中要求不高的产品,选择针筒就行了,成本相对较低又能满足点胶的要求。
5、严格按照胶水生产厂家给出的温度曲线,胶水固化后的产品。
6、合理选择针头,针头直径为胶点直径的一半效果最佳,对于腐蚀性的胶,要选用铁氟龙针头,如果是紫外线胶,选用具有屏蔽紫外线的针筒和针头。
全自动视觉定位点胶机设备广泛应用于各个领域,如半导体、电子元器件等。恰巧这些领域对全自动视觉定位点胶机的生产工艺有很高的要求,那么如何有效地保证自动视觉位置点胶机点胶精度呢?今天齐众点胶机告诉大家如何保证点胶机的自动视觉定位点胶精度。
点胶尺寸和胶水粘度设置:
一般情况下,点胶量的大小应是产品间距的一半,使各部件有足够的胶来粘结,而不会有多余的胶溢出,使自动点胶机点胶速度更快速、精准。胶水粘度大,胶点小,容易出现拉丝现象,胶水粘度小,胶点大,可能出现胶水渗染产品的现象,所以自动点胶机选择合适的胶水粘度非常重要。
点胶针头和点胶压力的设置:全自动视觉定位点胶针头的选择应根据产品尺寸和胶点直径来选择。一般情况下,全自动视觉定位点胶机点胶针头大小应为胶点大小的一半,点胶机针头太大会造成胶水溢出,影响点胶精度。而点胶压力太大会造成胶水溢出现象,压力太小会出现漏点或者点胶断断续续的情况,因此达不到产品所要求的点胶工艺,使得产品合格率低下,工作效率低下。
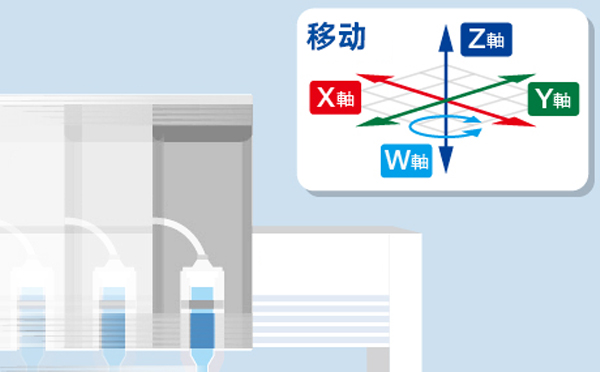
设定了点胶机针与工作面之间的距离,不同的自动视觉定位点胶机所使用的点胶针也不同。有的针头有一定程度的制动作用,有的针头则没有,所以掌握针头与工作面之间的点胶间隔是很重要的,而且每次点胶工作前都要做好针头和工作面间距的校准工作。
标签:视觉点胶机CCD视觉定位
齐众点胶机 / Dispensing Robot
- 我们每一次的进步都离不开您的支持与信任 -